
产品详细介绍
以下是:方矩管,【有缝流体管】工厂批发的产品参数
导读 方矩管,【有缝流体管】工厂批发,钢兴钢管
有限公司专业从事方矩管,【有缝流体管】工厂批发,联系人:刘学成,电话:0317-3061555、13722727880,QQ:133919903,发货地:沧州风化店乡后枣园工业区发货到内蒙古 赤峰市 ,以下是方矩管,【有缝流体管】工厂批发的详细页面。 内蒙古自治区,赤峰市 赤峰市,内蒙古自治区辖地级市,区域中心城市,II型大城市,原称昭乌达盟、乌兰哈达,位于内蒙古东南部,蒙冀辽三省区交汇处,东南与朝阳接壤,西南与承德毗邻,东部与通辽相连,西北与锡林郭勒盟交界;地处内陆,属温带半干旱大陆性季风气候区,全市总面积90021平方千米。全市下辖3个区、7个旗、2个县。截至2022年末,赤峰市常住人口400.1万。
方矩管,【有缝流体管】工厂批发的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。
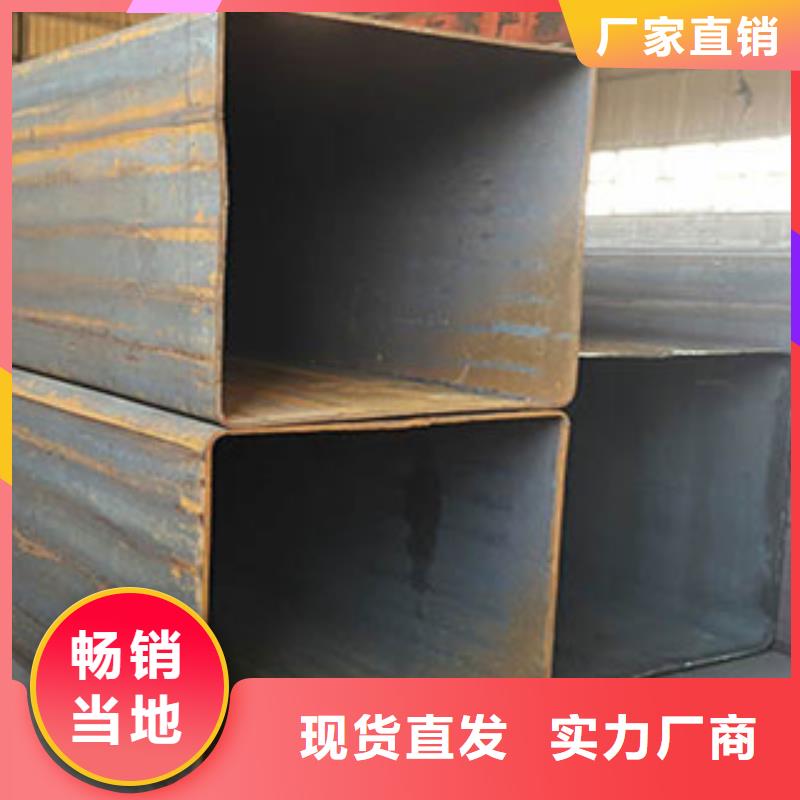
以下是:方矩管,【有缝流体管】工厂批发的图文介绍


要防止方矩管出现热裂故障,我们可以根据管件结构、大小、长宽、厚薄等,设计正确合理的浇注系统结构和设置部位。在冷凝线收缩过程中,保证温差平衡,顺序凝固,使方矩管件正常自由收缩。根据泥芯结构,制作芯骨结构,要有一定的刚度和一定的吃砂量。一般泥芯中的芯骨吃砂量为20-30mm。如泥芯直径为Φ400mm、芯骨直径为Φ340-360mm。较大的泥芯吃砂量为50-80mm,泥芯制好后插长铁钉加固。提高方矩管的力学性能,炉料按比例过秤配料,严格控制铁水中的化学成分,尽量降低有害元素含量,如硫、磷。根据方矩管结构,设计合理的砂箱结构和刚度,保证有一定的吃砂量。砂箱放置木模上后,四周吃砂量要相等,箱挡不能靠近法兰或凸起部位,要有一定的距离。必要时浇注后,可将法兰部位或凸起部位和浇冒口处的型砂挖掉,使铸件正常自由收缩。型腔分型面不允许有批缝,但型腔边缘允许刮有一定的批缝,没有批缝合箱后就会压崩型腔。批缝是根据铸件结构、大小来确定的,一般修刮批缝为0.5-1mm或2-3mm,大件不超过5mm。在编制工艺发现结构设计不合理时,应及时修改,防止方矩管件炸裂和产生其他缺陷。管件开箱不能过早或高温清铲不能浇水。一般在泥芯砂中加入锯末屑3%-4%、老煤粉3%-5%、膨润土2%-3%及其他黏土,有较好的退让性和出砂性。



钢兴钢管 有限公司视客户为朋友,诚信相待,精诚奉献。我们坚信:锲而不舍的努力是企业成功的关键,不断满足消费者的需求是企业生存的基础,而 内蒙古赤峰L290N无缝钢管产品质量是企业的生命。多年来,公司以坚实的质量体系为保障,以可靠的 内蒙古赤峰L290N无缝钢管产品为载体,凭借诚挚的公司信誉,热忱的服务,向广大客户传达了“优质材料,优惠价格,优良服务” 的三优标准服务,赢得了广大客户的真诚厚爱。


火焰切割中,常用的可燃性气体有乙炔、煤气、天然气、丙烷等,国外有些厂家还使用MAPP,即:甲烷+乙烷+丙烷。一般来说,燃烧速度快、燃烧值高的气体适用于薄板切割;燃烧值低、燃烧速度缓慢的可燃性气体更适用于厚板切割,尤其是厚度在200mm以上的钢板,如 采用天然气进行切割,将会得到理想的切割质量,只是切割速度会稍降低一些。相比较而言,乙炔比天然气要贵得多,对于以前的切割气来说,乙炔是生产切割中 的主流切割气,但随着近两年天然气的变革和开发,天然气从综合角度来说分析,比乙炔更能得到市场和 的认可,重要一点就是它节能环保。对于它切割速 度稍慢问题,现在有了市场上天然气增效剂的问世一系列的问题也随之化解。
钢板的切割速度是与钢材在氧气中的燃烧速度相对应的。在实际生产中,应根据所用割嘴的性能参数、气体种类及纯度、钢板材质及厚度来调整切割速度。切割 速度直接影响到切割过程的稳定性和切割断面质量。如果想人为地调高切割速度来提高生产效率和用减慢切割速度来 地改善切割断面质量,那是办不到的,只能 使切割断面质量变差。过快的切割速度会使切割断面出现凹陷和挂渣等质量缺陷,严重的有可能造成切割中断;过慢的切割速度会使切口上边缘熔化塌边、下边缘产 生圆角、切割断面下半部分出现水冲状的深沟凹坑等等。
钢板的切割速度是与钢材在氧气中的燃烧速度相对应的。在实际生产中,应根据所用割嘴的性能参数、气体种类及纯度、钢板材质及厚度来调整切割速度。切割 速度直接影响到切割过程的稳定性和切割断面质量。如果想人为地调高切割速度来提高生产效率和用减慢切割速度来 地改善切割断面质量,那是办不到的,只能 使切割断面质量变差。过快的切割速度会使切割断面出现凹陷和挂渣等质量缺陷,严重的有可能造成切割中断;过慢的切割速度会使切口上边缘熔化塌边、下边缘产 生圆角、切割断面下半部分出现水冲状的深沟凹坑等等。



方管的成型方法:实弯,顾名思义是压实了弯折,实弯时内外辊与管坯内外壁双向压实。实弯的优点是反弹小,成型准确,而且只要辊型准确,内角成型的R比较准确。实弯的缺点是有拉伸/减薄效应。 ,实弯会使弯折处产生拉伸,拉伸效应使弯折线纵向的长度缩短; 第二,实弯弯折处金属会因拉伸而变薄。
方管的成型方法:空弯,空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易超越临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。
方管的成型方法:空弯,空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易超越临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。

总结 方矩管,【有缝流体管】工厂批发,钢兴钢管
有限公司为您提供方矩管,【有缝流体管】工厂批发产品案例,联系人:刘学成,电话:0317-3061555、13722727880,QQ:133919903,发货地:风化店乡后枣园工业区。